Setting The Optimal Safety Stock
The purpose of safety stock is to absorb unforeseen fluctuations in supply and demand, and it is vital to maintaining a high level of customer service. But safety stock can also be a significant cost driver.
This paper discusses how to optimize safety stock levels, balancing inventory holding costs with the cost of lost sales due to stock-outs.
Setting Your Safety Stock
In an ideal world, you’d be able to maintain a 100% customer service level. This is, of course, unrealistic due to the amount of stock that would be required. The costs for holding and handling the inventory would be extreme, and write-off costs as products expire or become obsolete would spiral out of control.
Setting optimal safety stock levels involves balancing the cost of supplying and holding the extra stock with the cost of not meeting demand - a challenging task, but one that will significantly impact your bottom line.
Common Solutions For Setting Optimal Safety Stock
Despite the importance of setting the correct safety stock levels, many companies do it poorly– relying on simplistic methods such as a flat number of days of coverage or a fixed quantity of stock. Some have no safety stock at all.
Other companies have adopted a slightly more sophisticated approach where a set service level is determined, and supply lead-times and/or forecast errors are considered (see below).
Safety Stock = Service Level x 1.25 x MAD* x SQRT Lead-time
*MAD: Mean Absolute Deviation (measure of forecast accuracy)
Unfortunately, none of these methods maximize your safety stock’s value to your business and customers. To better understand how we can optimize safety stock, we need to understand the true cost of holding and supplying the extra stock versus the risks and costs of lost sales.
Costs Associated With Holding Stock
We first need to establish the different cost components associated with carrying stock:
Shortage cost – the cost of lost sales due to stock-outs
Safety stock cost – the cost of holding safety stock
Cycle stock cost – the cost of holding additional stock (above safety stock)
Fixed order cost – the cost of placing a supply order
The sum of these costs is the “total inventory cost”, which we need to minimize. To do this, we need to find the optimal balance between the costs of lost sales and the cost of holding stock to prevent that from happening.
1) Shortage Cost
The shortage cost is the cost of losing a sale. It’s often difficult to determine an exact dollar amount for a lost sale, but there is no denying that there’s a very real cost associated with it. Calculating a shortage cost involves three components:
Shortage quantity (missed demand)
Shortage cost by unit
“Lost sales factor”
Shortage Quantity
When looking at lost sales, it’s important to determine the estimated number of units that will not be fulfilled. A service level of 95% suggests that a company will miss out on 5% of the projected demand.
Shortage Cost By Unit
We also need to look at the shortage cost by unit. There are different methods for calculating the shortage cost depending on your business and whether you calculate it at the finished goods or semi-finished goods level.
For finished goods, it is of further importance to understand whether “missed demand” will result in a) a backorder, b) a lost sale, or c) a lost customer. The shortage cost may be based on gross margin (price-cost), product cost, or a set cost.
“Lost Sales Factor”
The last component of the shortage cost calculation is the “lost sales factor”. This is a subjective factor used to adjust the total cost that considers the intangible impact of missing the sale.
For example, the lost sales factor in a situation where a customer is expected to wait a few days before going to a competitor might be between zero and one. On the other hand, where a sale is lost, and further implications, such as future lost sales or penalties can be expected, the lost sales factor would be above one.
The higher the factor, the more significant the adverse impact of losing the sale, and we end up with higher service and safety stock levels.
Setting the correct value typically involves workshop discussions. However, the critical point to recognize here is that there is a cost associated with losing a sale that must be considered when setting optimal safety stock levels. here is that there is a cost associated with losing a sale that must be taken into consideration when setting optimal safety stock levels.

2) Safety stock cost
The safety stock cost component is the cost of holding the safety stock:
Product cost x Interest rate x Safety stock quantity
The challenge here is to define the safety stock quantity. Several factors impact this:
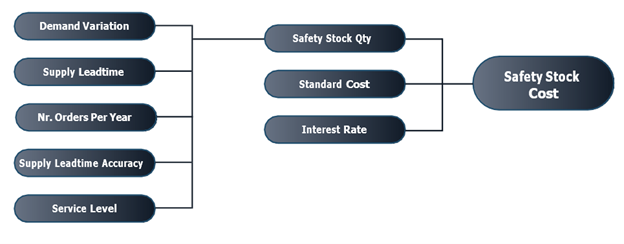
Demand variation
The more variation in the demand, the more safety stock you will need. We can measure demand variation in two ways: 1) actual demand vs. average demand OR 2) actual demand vs. forecasted demand (forecast error).
Supply lead-time
Longer supply lead-times require longer forecast horizons. A longer forecast horizon means more uncertainty and, therefore, more safety stock.

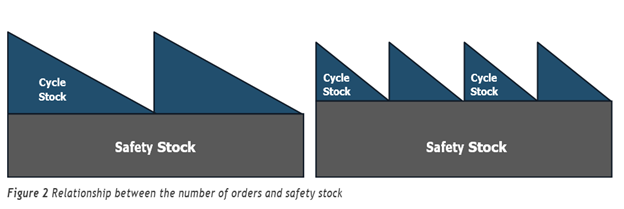
Number of orders per year
This factor relates to the number of orders placed to supply the required goods. A greater number of orders allows a reduction in cycle stock, but it also means that the stock balance will come close to the safety stock level more frequently and, therefore, a higher safety stock would be required (see below).
Supply lead-time accuracy
The same logic applies to the supply side as on the demand side (demand fluctuation/forecast accuracy). If a supplier sometimes delivers in 5 weeks and other times in 8 weeks, you need to cater for this uncertainty. And with more uncertainty comes more safety stock.
Service level
Last but not least, the higher the targeted service level is, the higher the safety stock is needed. If your ambition is to fulfill 98% of all orders, you’ll need more safety stock than if you were to settle for 90%.
3) Cycle stock cost
Cycle stock cost is the cost of the holding the inventory that is not safety stock:
Product cost x interest rate x cycle stock qty
When we look at the cost of holding stock, we do not just look at the capital cost. We also need to consider the cost associated with managing the stock. This can be included in the interest rate we are using.

The cycle stock quantity is our average stock holding excluding safety stock during the year. A simple way to determine this is to take the total annual demand and divide by the number of orders placed in the period (replenishment frequency) and divided by two. See the following diagram.

4) Fixed order cost
Every time you place a replenishment order (whether it is a manufacturing order, a distribution order or, a purchase order), there will be an associated cost. Over a year, if you place 20 orders instead of 5, you will accumulate four times the fixed order cost. It may be difficult to precisely identify the fixed order cost, but the main thing to recognize is that there is a cost and that this is something that needs to be considered.

Optimizing The Safety Stock
Then determining the ideal safety stock level, we need to look at it in the context of total inventory cost, which in turn boils down to finding the optimal mix of service level and replenishment frequency (see picture below). The following inputs need to be considered:
Set sales price and standard cost
Defined cost of losing a sale
Current demand variation
Supply lead time and variation
Total annual demand
Set interest rate

The best way to improve the overall safety stock is by reducing the demand variation and the supply lead time and variation. However, at any given point in time, these metrics are what they are, so we need to determine the optimal service level and replenishment frequency.
Mathematically we are now looking at a three-dimensional problem. We want to minimize the total inventory cost (as defined above) by adjusting two variables - replenishment frequency and service level.

In the picture above, we can see how the four stock cost components vary with the replenishment frequency:
The safety stock increases with a higher number of replenishments (there will be more times over the year where you’ll be closer to the safety stock line).
The shortage cost will remain the same regardless of the replenishment frequency as this is a direct relation to the service level.
The Cycle Stock Cost will decrease with a higher replenishment frequency. The more often we buy, the less we need to hold in inventory.
The fixed order cost relates to each of the orders we are placing, so the higher the replenishment frequency (more orders), the higher the fixed order cost.
By adding up the costs, we get a total cost curve, showing how the total inventory cost changes with the replenishment frequency at two different service levels.
Finally, if we present this problem as a three-dimensional graph, where both the replenishment frequency and the service levels are variables, we get the picture shown below.
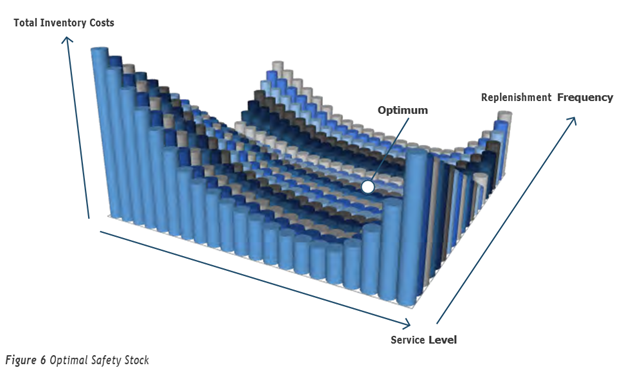
All that is left now is to find the optimum in this graph where the total inventory cost (considering shortage cost, cycle stock cost, safety stock cost, and fixed order cost) is the lowest.
Find this point, and you have found the perfect safety stock level, the ideal balance between service level and the cost of maintaining it.
Conclusion
The benefits of optimizing safety stock levels are significant. There are immediate opportunities both in terms of cutting costs and improving customer service. Still, most companies do a relatively poor job of maintaining their safety stock levels. Experience tells us that the most common approach to setting safety stock is simply using a set number of day’s coverage. This is not adequate.
Incorrectly set safety stock levels directly negatively impact the ability to serve customers and result in too much stock being carried. This has implications from a cost of capital point of view and from a stock management perspective. An overfilled warehouse is more challenging and more expensive to run. Carrying too much stock also means a greater likelihood of having to write off stock due to expiry or obsolescence.
Setting the correct safety stock levels is a crucial component of your business and supply chain planning. There is great potential for companies that take the time to figure out what works for them.

Establish is a supply chain consulting firm focusing on supply chain strategy, transportation consulting services, warehouse design & improvements and supply chain planning.